menu
De technologische ontwikkeling van buigbuizen en profielen is de laatste jaren enorm uitgebreid. Dankzij de technologische verbetering van buigmachines, buiggereedschappen en materialen is het buigproces steeds winstgevender geworden.
In het verleden was het erg moeilijk om buizen te buigen met een straal van minder dan 2D (tweemaal de diameter van de buis). Hierdoor kozen veel bedrijven voor een lassamenstelling in plaats van buigbuizen.
De huidige technologie maakt 1D (eens de diameter van de buis) en zelfs kleiner dan 1D mogelijk. Uiteraard onder de voorwaarde dat de juiste combinatie tussen materiaal, machine en gereedschap wordt gekozen. CNC-bewerkingscentra en de mogelijkheden van CAD / CAM-tekenprogramma’s maken het gemakkelijker om speciale gereedschappen voor kleine radii te vervaardigen. Dit komt bovendien de kostprijs ten goede.
Bij het buigen van een buis kunnen in principe twee dingen verkeerd gaan:
1. De buitenwand van de buis of bocht wordt dunner en barst open.
2. Er ontstaan rimpels aan de binnenkant van de buis of bocht.
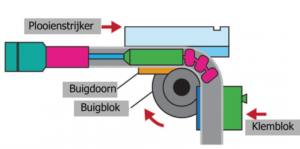
Het minimale gereedschap dat nodig is voor het buigen van een bocht is het buigblok (waaromheen de buis is gebogen), het buigklemblok (dat de buis op zijn plaats moet houden wanneer het in het buigblok wordt gebogen), een liniaal (die de buis volgt tijdens het buigen) en een doorn om uit te rekken en de buitenkant rond te houden. Houd er rekening mee dat gereedschappen net zo belangrijk zijn als de buigmachine. Net als de eigenschappen van het beschikbare buigmateriaal.

Een ander belangrijk aspect bij het maken van goede bochten is het gebruik van smering. Het type smering (vet, olie, speciale pasta) is afhankelijk van het te buigen materiaal. De hoeveelheid te gebruiken smering moet tijdens het buigproces experimenteel worden bepaald.
Het buigblok is het belangrijkste gereedschap dat de buigradius van de buis bepaalt. De vorm van het buigblok hangt af van de buitendiameter van de buis (buitendiameter buitendiameter) en de middellijnradius (CLR-middellijnradius).
Hoe nauwkeuriger de straal moet zijn, hoe geavanceerder en nauwkeuriger het gereedschap (het buigblok) moet zijn.
Naast het kiezen van het juiste buigblok is het ook belangrijk om met behulp van een klemblok de juiste grijplengte en gripoppervlakte te bepalen. Het klemblok heeft vaak een karteling voor meer grip. De belangrijkste functie van het klemblok is om de buis stevig tegen het buigblok te drukken.
De lengte is afhankelijk van het aantal te buigen graden (DOB-graad of bocht) en de CLR van het buigblok.
De primaire functie van de buigende strijkmachine is het voorkomen van rimpels aan de binnenkant van de bocht, vooral bij een kleine CLR. Correcte afstelling van dit gereedschap is essentieel voor een goede buiging en de levensduur van het buigijzer.
Doornen, indien correct afgesteld en het juiste type geselecteerd, zorgen ervoor dat de buitendiameter van de buis niet valt. Er zijn verschillende soorten doornen. De plugdoorn wordt voornamelijk gebruikt voor buizen met een dikkere wanddikte en / of een grote CLR. Voor zogenaamde dunwandige buizen worden speciale zogenaamde doornen gebruikt. Deze kogeldoorns kunnen worden uitgerust met kogels die speciaal zijn gevormd voor het buigen van de bocht.
Daarnaast moet de buigmachine natuurlijk ook geschikt zijn voor het buigen of buigen van de buis en moet deze optimaal worden geprogrammeerd en afgesteld in termen van druk en dergelijke.
DROSTE BEJAH buigt haar producten met CNC gestuurde buigmachines van de merken BLM, Nissin, Pedrazolli en Veenstra, met of zonder pick & place unit voor volledige automatisering. Ze heeft veel verschillende buiggereedschappen standaard in haar programma.
Neem contact op met DROSTE BEJAH voor meer informatie over de buigmogelijkheden.
 Nederlands
Nederlands
 Deutsch
Deutsch
 English
English